-
关于我们

应用案例 | MTC系列阀岛助力大米包装设备稳定生产!
客户评价:
自从选用德克威尔 MTC 系列阀岛用于大米包装设备,效果简直立竿见影!下插式接线超稳固,无惧震动,杜绝了因接线问题导致的停机。集成 I/O 功能大幅简化布线,压力分区和排气分区更是巧妙,极大提升设备性能,我们相当满意!
/01
行业解析
大米包装生产线
在大米包装设备的内层真空包装工艺端,其流程涵盖了物料输送、抽真空、封口等多个精细步骤。通过真空包装,能有效排除大米包装袋内的空气,抑制微生物生长,延长大米保质期,同时防止大米在储存和运输过程中因氧化、受潮而变质,保持其口感与营养成分。

(大米真空包装工艺端)
然而,随着行业的发展,大米包装设备在实际运行中逐渐暴露出一些痛点。
/02
现场痛点
MTC系列阀岛轻松解决
传统大米包装设备方案在长期运行中,问题逐渐显现。
设备在包装大米时会产生持续震动,传统方案所采用的外接线式阀岛,在经历长时间震动后,电磁阀接线部位容易出现失效的情况,这将导致气缸无法正常动作,最终致使设备停机,严重影响生产效率。
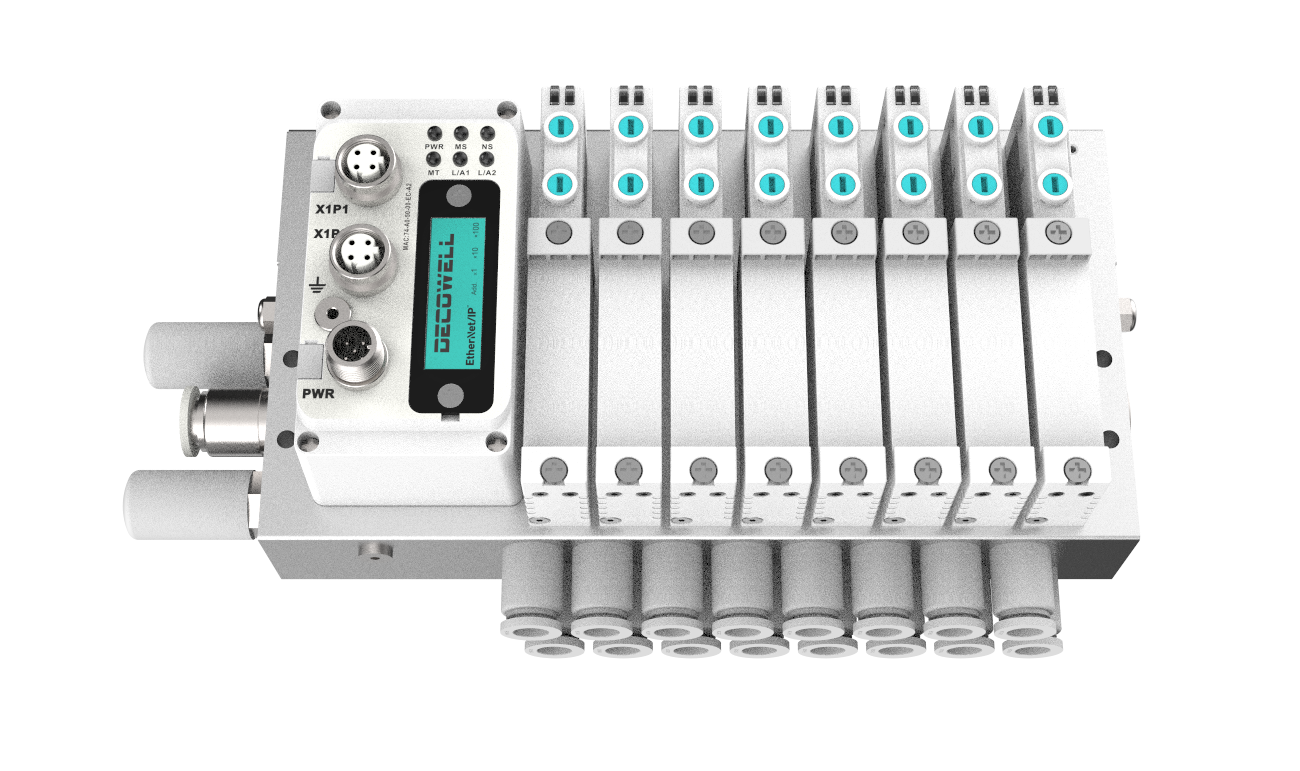
MTC系列阀岛:
1.采用下插式接线设计,电磁阀与底座通过紧定螺钉牢固固定;

(下插式设计)
2.经过大量严苛的震动实验验证,在设备震动环境下,能确保电磁阀稳定运行,有效避免了因震动导致的接线失效问题,为设备的持续稳定运行提供坚实保障;
大米包装设备整体布局紧凑,占地面积较小,但其自动化程度较高,大量的传感器与执行器分布在设备各处,需要五六十个 I/O 点位。传统方案中,I/O 模块全部安装在电器柜内,设备各角落的传感器接线极为繁琐,不仅耗费大量人力与时间,还不利于设备的维护与管理。
传统方案在机架下角采用多套阀组分别用于机架整体举升和气动振动器控制。
MTC系列阀岛:
1.具备集成 I/O 的功能,可取代原有的柜内 I/O。当带有 I/O 模块的阀岛安装在设备上后,传感器能够就近接入阀岛自带的 I/O 点位,无需再将线缆远距离拉扯至电器柜内,极大地优化了设备整体线路布局,减少了布线成本与维护难度。

2.MTC系列阀岛的压力分区和排气分区功能,可将原先的四套阀组集成为一套。通过压力分区,能为机架举升气缸提供高压力,满足其工作需求;同时,通过排气分区,有效避免了机架气缸下落时排气量过大引发的气动振动器误动作,简化了设备的气路结构。
/03
德克威尔方案
项目配置
客户原方案采用外部接线汇流排方案,由于现场存在设备震动,米粒飞溅现象,存在电磁阀控制失效风险。客户采用我司MTC系列阀岛后,主要有以下优势:
1.设备模块化组装:借助阀岛集成 I/O 的特性,设备的组装模式得以优化。
设备机架由外协厂加工,电器柜及程序由合作伙伴提供。设备上的阀岛可分为三小柜进行提前预组装。当所有物料准备齐全后,在厂内仅需进行气缸、传感器等部件的安装及接线工作。

这种模块化组装方式,大大缩短了设备的组装周期,提高了生产效率;下插式电磁阀连接稳固可靠,降低失效风险。
2.线路布局优化:所有传感器均可实现就近接线,改变了以往复杂的线路接线方式。这不仅节省了大量人工,降低了布线成本,还提升了设备的整体美观程度。

同时,优化后的线路布局更便于设备的日常维护与故障排查,为设备的稳定运行提供了有力支持。另外电磁阀可做压力分区,在同一套阀岛上实现两种不同供气压力。
具体配置:

主站:麦格米特PLC
适用工艺段:内层真空包装
项目配置:
MTC-CEC-A-2-A12-L-10-06-S-A
MTC-EEC-A-2-A8D1-B-10-06-S-A
关注我们 3D
数据库
3D
数据库
-