工业信号 处理专家 >>
可编程逻辑控制器
工业交换机
远程I/O
总线阀岛
变频器
配件
请输入合理的检索关键字
引言
在锂电行业迈向规模化、智能化的进程中,设备的高效性与可靠性已成为产线竞争力的核心。其中,储能电池OCV/IR测试分选机作为电芯出厂前的关键工艺环节,直接影响电池的一致性与安全性。然而,传统I/O方案在这一高节拍、高精度场景中的局限,正日益成为制约产能释放的“软肋”。
01
行业背景与需求
在锂电行业OCV/IR测试通过交流法测量电芯内阻与电压,并根据设定阈值自动分选,实现电芯的精准分类与托盘自动回流。这一过程对I/O模块的响应速度、抗干扰能力及维护便捷性提出极高要求。
严苛工艺呼唤更灵活的I/O架构
产线上数百点数字量信号与脉冲控制需协同工作,模块故障或停机都会导致整线效率下降。面对严苛的工艺环境要求、传统IO模块出现故障排查难、维护时间长等问题,难以适应产线需求,急需变革。德克威尔RB系列针对行业痛点、助力智造升级。
02
痛点与德克威尔方案
在本次案例当中、原方案模块采用PROFINET协议,配置了208点DI/DO及4路脉冲输出,看似标准,却在实际运行中暴露多个“卡脖子”痛点。
故障排查难、维护必须断电停机
原方案模块故障时,需切断整机电源才能更换,此时产线被迫停摆,单次维护耗时长达30分钟,严重影响设备综合效率,造成损失。
RB解决方案:热插拔,在线维护不停机
RB系列采用三段式结构,端子可拆卸,更换模块时系统无需断电、正常运行。客户在使用RB系列之后,维护时间从30分钟锐减至5分钟,产线连续率大幅提升。
模块体积臃肿,控制柜空间被严重挤占,散热困难
原方案由于模块集成度低,大量I/O模块堆叠在控制柜内,导致柜内空间极为紧张。同时,模块之间间距不足,散热通道受阻,长期运行下柜内温度偏高,不仅影响模块寿命,也给设备稳定性埋下隐患。
RB解决方案:超薄设计,高度集成
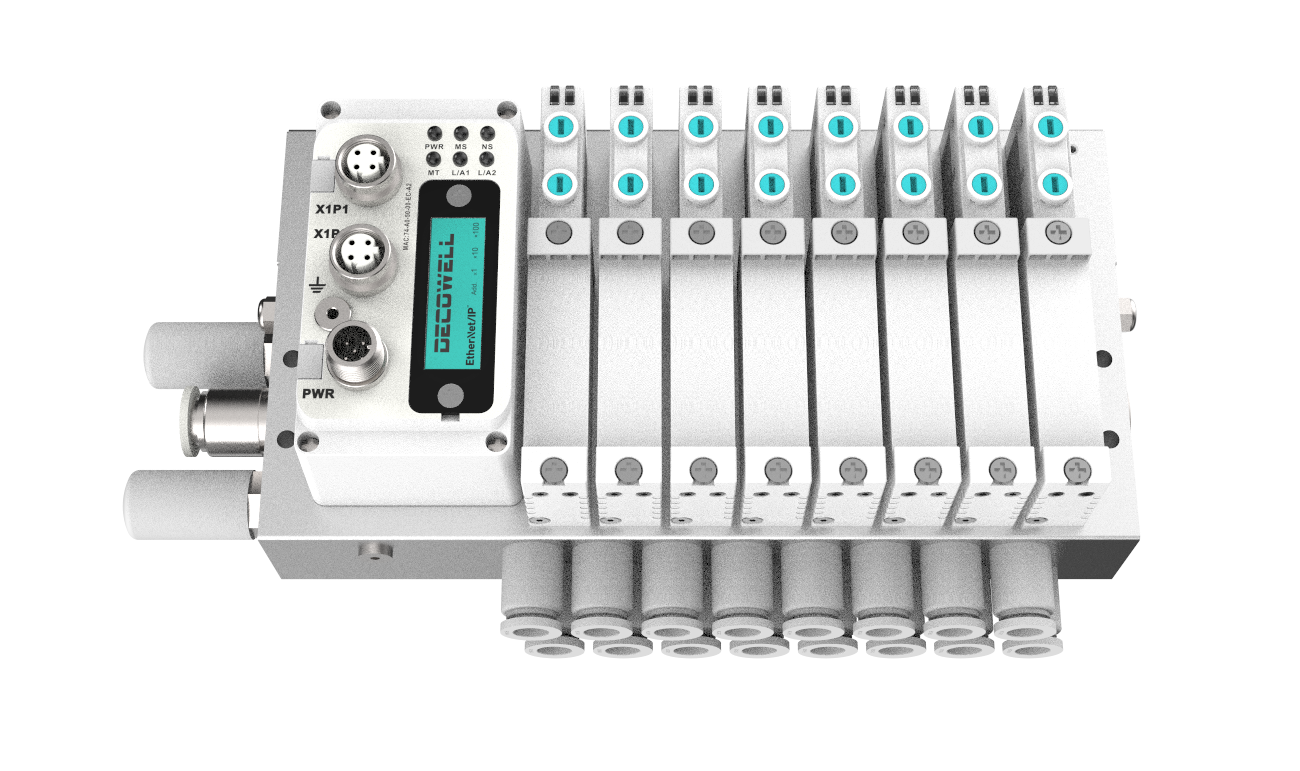
RB系列单片模块厚度仅12mm,相比传统方案大幅压缩安装宽度。该项目采用RB-1110 PROFINET适配器1个、RB-210H(16入)×7、RB-310H×6、RB-6102(双通道脉冲)×2,整体布局紧凑有序。
(现场设备图)
采用RB方案之后,控制柜占用空间较原方案减少约25%,散热环境显著改善,设备运行更加稳定。
03
故障诊断依靠人工,排查故障效率低下
原方案模块无通道级诊断,发生故障后需逐一排查线路与模块,平均恢复时间漫长,严重拉低维护效率。
RB解决方案:通道级快速诊断
RB系列配备通道状态指示灯及上位机调试软件IOTesterTool,可精确定位故障通道。
平均故障恢复时间缩短超60%,运维人员不再疲于“盲查”。
同时RB系列采用大孔径端子设计,免工具安装、安装维护效率大幅提升。
结语
从30分钟到5分钟,从空间逼仄到释放25%,从人工盲查到诊断“秒定”——德克威尔RB系列以实实在在的量化提升,重新定义锂电OCV/IR测试分选机的I/O应用标准。未来,德克威尔将持续深耕工业智造,为锂电、3C、物流等行业提供更轻薄、更可靠、更易用的解决方案。